



2. 国家水运安全工程技术研究中心 可靠性工程研究所,武汉 430063
2. Reliability Engineering Institute, National Engineering Research Center for Water Transportation Safety, Wuhan 430063, China
机械摩擦运动部件的表面摩擦性能是影响其机械效率及可靠性的重要因素之一,现代工业的快速发展对摩擦副表面的润滑、抗磨和减阻性能都提出了更高的要求。仿生摩擦学[1]作为近几十年一门新兴的学科,备受研究者们的关注,它通过对生物体的减摩、增摩、抗粘、超疏水、抗磨及高效润滑机制的研究[2-5],使摩擦学的研究领域与科学基础更加广阔。仿生摩擦学主要可分为材料仿生[6]与织构仿生[7]两大类,织构仿生是通过在摩擦副表面加工出仿照生物表面形态的纹理织构,以达到预期的表面性能,具有较高的学术价值及广阔的应用前景。
生物体表面形态结构复杂,作用机制没有形成统一的研究体系,且在摩擦副表面很难加工出如仿生表面完全一致的纹理织构,因此,研究者们往往是对仿生表面形态进行简化处理,形成规则的单一尺度的织构纹理。而对于单一尺度的仿生纹理,主要可分为凹坑与沟槽两种织构类型[8],如孙艺文等[9]在钻井泥浆泵活塞表面设计加工仿生凹坑型织构,可显著提高使用寿命;Yu等[10]参考鲨鱼表皮,探究了沟槽型织构的参数优化;Zheng等[11]将硬度梯度与六面体织构仿生耦合,证实了其能够提高耐磨性能。但无论是鲨鱼皮或者蜣螂头部,这些仿生生物的表面形态实际均为多尺度复杂织构类型,与简化后的单一尺度织构化表面的表面性能之间必然存在差异。仿生多尺度织构的作用机理更加复杂,但一些研究者也进行了尝试,李俊玲等[12]通过将不同尺寸的圆形凹坑织构组合成葫芦形织构,在不锈钢表面加工,研究摩擦性能,为优化织构形状提供参考;Hua等[13]通过将缸套分区,在不同区域分布不同深度的凹坑型织构,比较不同区域分布与深度尺度变化引起的摩擦性能差异,而对于多尺度沟槽织构的研究文献还相对缺乏。
蚯蚓[14]作为一种常年生活在土壤中的生物,头部组织柔软却不会被土壤中的硬石所伤,主要得益于其表面的环状沟槽结构及分泌的粘液的耦合作用,图1是蚯蚓头部体表的沟槽织构,可见其表面分布着不同尺度的沟槽结构。文中通过仿生蚯蚓头部的多尺度沟槽结构,以沟槽织构的基本几何参数[15]深度、宽度、间距(如图2所示)为基础,设计加工多种梯度变化的多尺度沟槽织构,并利用RTEC多功能摩擦磨损试验机中的销盘模块进行试验,比较不同尺度的沟槽织构化表面的性能差异,同时分析其作用机理,验证多尺度沟槽织构的可行性。


|
| 图 2 沟槽型织构的基本几何参数 Fig. 2 Geometrical parameters of groove textures |
试验在RTEC多功能摩擦磨损试验机上进行,采用销盘旋转模块,上试样销材料为退火态45钢,硬度为197 HB,截面直径为6.36 mm,表面粗糙度为0.2 μm,下试样盘材料为球墨铸铁QT500-7和灰铸铁HT250,直径为38 mm,表面粗糙度为0.63 μm,销盘旋转半径为5 mm,其工作原理示意图如图3所示。

|
| 图 3 RTEC销盘模块原理示意图 Fig. 3 Operating diagram of the RTEC pin-plate module |
设置试验机电机转速为变转速工况,转速分别为50、100、150和200 r/min,每种转速持续15 min,共计1 h;试验载荷为600 N,比压约为19 MPa;为使摩擦行为更加明显,润滑剂采用70 N润滑油基础油,常温下粘度为13 m2/s。
参照文献[16]中的蚯蚓头部织构参数,结合销盘尺寸在下试样铸铁盘中心设计并采用激光加工[17]6条长20 mm、平行对称且梯度变化的多尺度沟槽织构(如图4),其具体尺寸参数见表1。为减少误差,所有试验均重复3次。

|
| 图 4 激光加工后铸铁试样的3D图 Fig. 4 3D diagram of cast iron samples by laser processing |
| Types of textures | Depth/μm (±10 μm) | Width/mm (±0.1 mm) | Interval/mm (±0.1 mm) |
| Untextured, UT | |||
| Textured, T | 100 | 1 | 2 |
| Depth, D | 60-80-100-100-80-60 | 1 | 2 |
| Width, W | 100 | 0.6-0.8-1-1-0.8-0.6 | 2 |
| Interval, I | 100 | 1 | 1.2-1.6-2-1.6-1.2 |
| Depth & Width, DW | 60-80-100-100-80-60 | 0.6-0.8-1-1-0.8-0.6 | 2 |
| Depth & Interval, DI | 60-80-100-100-80-60 | 1 | 1.2-1.6-2-1.6-1.2 |
| Width & Interval, WI | 100 | 0.6-0.8-1-1-0.8-0.6 | 1.2-1.6-2-1.6-1.2 |
| Depth & Width & Interval, DWI | 60-80-100-100-80-60 | 0.6-0.8-1-1-0.8-0.6 | 1.2-1.6-2-1.6-1.2 |
通过Z轴、XY轴力传感器分别测得压力与摩擦力大小,再计算得到摩擦因数,采样频率为10 Hz,精度为0.001。为降低噪声、减小误差、平滑曲线,取每秒的平均摩擦因数进行作图,观察摩擦因数在整个试验循环中的整体趋势,解释现象、分析机理。
通过Z轴方向位移传感器获得销的绝对坐标位置,再利用式(1)获得试验时间段内的位移磨损量,精度为1 μm。
式中:
利用激光共聚焦显微镜观察磨损后的表面形貌,测试表面粗糙度,并分析其机理。粗糙度[18]采用Rz、Ra、Rsk这3种数据来进行分析,Rz是轮廓的最大高度,即在一个取样长度内最大轮廓高Zp和最大轮廓谷深Zv之和;Ra是轮廓算术平均偏差,常用来表示表面的粗糙度,值越小说明表面越光滑;Rsk是粗糙度歪斜,负歪斜说明有较少的峰尖存在能被快速磨掉,会降低磨损,正歪斜说明有较多的峰尖存在能被快速磨掉,会加剧磨损,同时峰峰之间不利于储油,影响油膜形成。
1.3.3 SEM形貌与元素分布通过SEM获取表面磨损后的微观形貌,选取区域为中间两槽,观察倍数为50、1000和2000倍,同时辅助以EDS能谱检测表面元素分布,分析多尺度沟槽织构作用在摩擦副表面能够改善表面摩擦性能的机理原因,以及不同材料表面织构化后产生不同表面性能的原因。
1.3.4 能量损耗[19]利用式(2)计算一个试验循环中由于摩擦损耗的总能量,比较其摩擦损失,从整体能量损耗、机械效率的角度分析多尺度沟槽织构的可行性。
式中:
图5为一个试验循环内的多尺度沟槽织构表面的摩擦因数,摩擦因数的大小取决于摩擦副之间的油膜状态,摩擦因数越小,油膜越均匀越稳定。

|
| 图 5 一个试验循环内的多尺度沟槽织构表面的摩擦因数 Fig. 5 Friction coefficient of multi-scales groove-textured surface in an experimental cycle |
从图5(a)中可以看出,球墨铸铁的未织构表面在相同的负载条件下,随着转速的增加,油膜形成更加稳定,整体趋势是随着转速的增加,摩擦因数在减少,第一次和第二次转速变化时,摩擦因数下降明显,第三次转速变化时,摩擦因数变化趋于平稳,说明在达到一定转速之后,转速的继续增加不会再提高油膜形成的稳定性。而对于织构化表面,由于沟槽中储存着润滑油,可以提供给转速变化时引起的油膜破坏,摩擦因数整体保持平稳。在整个试验循环中,只有间距梯度沟槽织构的摩擦因数全程小于未织构化表面,平均降低约40%;单一尺度织构与深度梯度变化织构相比于未织构表面在50和100 r/min低转速条件下能降低摩擦因数,而在150和200 r/min时会提高摩擦因数,这是由于在低速条件下,未织构表面无法形成稳定的油膜,而原始织构与深度梯度织构储存了润滑油,提供了一定的油压,加强了油膜形成能力,在高速条件下,沟槽织构的润滑油提供的油膜压力不及转速提高油膜的形成能力和稳定性;其它类型的多尺度织构表面由于织构的存在破坏了原本材料之间形成的油膜,且沟槽宽度发生变化,表面覆盖率的降低,在接触面油膜形成与稳定能力不足以弥补其引起的油膜损坏,导致摩擦因数在整个试验循环内均大于未织构表面。
从图5(b)中可以看出,对于灰铸铁,未织构表面的摩擦因数在相同负载条件下,转速由低转速向高转速转换时,摩擦因数均发生一定程度的骤变,且在相同转速区间内,摩擦因数随摩擦时间缓慢增加;织构化表面在转速由50 r/min转变为100 r/min时,摩擦因数依旧存在一定程度的骤变,而后两次转速增加时,摩擦因数较为平稳,说明沟槽中储存的润滑油在高速条件下有能提高油膜稳定性的能力。单一尺度沟槽织构与多尺度沟槽织构相比于光滑表面均能降低摩擦因数,其中间距梯度织构摩擦因数最低,相较于未织构表面降低约88%,其它多尺度织构的摩擦因数降低幅度在12%~56%。
比较图5(a)(b)可见,球墨铸铁与灰铸铁两种材料之间也表现出了明显的差异性。球墨铸铁光滑表面的摩擦因数平均要比灰铸铁光滑表面低45%,在每个转速相同区段内,随着接触摩擦时间的增加,球墨铸铁的摩擦因数不断下降,而灰铸铁却呈现出相反的趋势,摩擦因数在不断增加。多尺度沟槽织构虽然不能全部有效降低两种材料的摩擦因数,但能够稳定随着转速、时间变化而变化的摩擦因数,使之变化幅度降低;两种材料的间距梯度沟槽织构都能够明显有效地降低摩擦因数,说明在沟槽织构具有一定深宽比的情况下,保证了沟槽的油膜压力,间距梯度分布时,在表面能形成有梯度的油压分布,当油膜破损、断档时,梯度油压可迅速补充润滑油,从而提高了油膜形成与稳定能力,而改变深度、宽度构造多尺度沟槽织构,改变了其深宽比,提供油压、形成动压油膜的能力下降,导致摩擦因数大于间隔梯度变化的沟槽织构。
磨损量大小是影响机械部件可靠性的重要因素之一。如图6所示,灰铸铁的磨损量均大于球墨铸铁,说明灰铸铁的抗磨损能力要弱于球墨铸铁;原始织构与多尺度织构均能降低两种材料的磨损,且表现出了一致的趋势,这说明摩擦副表面同种尺度的沟槽织构的抗磨损能力一致,其中间距梯度的磨损量最低,相较于光滑表面,球墨铸铁与灰铸铁的磨损量大约分别降低了80%和67%。沟槽型织构能够有效的降低磨损,主要是因为:一是减少了摩擦副之间的接触面积,相当于降低了接触磨损的时间;二是润滑油储存在沟槽中,摩擦副相对滑动时,产生油压、形成油膜、构成动压润滑,减少了摩擦副之间的直接接触;三是润滑剂将生成的大颗粒磨屑冲刷到沟槽中,避免大磨屑继续划伤表面,造成更加严重的磨损。

|
| 图 6 多尺度沟槽织构表面的磨损量 Fig. 6 Wear loss of multi-scales groove textured surfaces |
沟槽织构降低磨损的能力与油膜的形成能力、能容纳的磨屑数量、冲刷磨屑的能力等息息相关,这些能力则与织构的尺寸参数直接相关,间距梯度沟槽织构由于固定合适的深宽比,拥有良好的润滑油压,间距梯度在摩擦副表面形成有梯度分布的油压,增强了动压油膜形成能力和磨屑冲刷能力,同时拥有最大的磨屑存储体积,从而获得了最优的抗磨损能力。
2.2 表面形貌表2所示为未织构表面与间距梯度沟槽织构磨损后的表面形貌以及表面粗糙度。
| Test | Texture | Lower sample | Upper sample | |||
| Surface topography | Roughness parameters/μm | Surface topography | Roughness parameters/μm | |||
| Ductile cast iron | UT |
|
Rz:26.817
Ra:2.364 Rsk:−0.378 |
|
Rz:13.049
Ra:0.940 Rsk:0.470 |
|
| I |
|
Rz:14.515
Ra:1.119 Rsk:−0.743 |

|
Rz:13.918
Ra:0.817 Rsk:−0.114 |
||
| Gray cast iron | UT |
|
Rz:18.198
Ra:2.048 Rsk:−0.333 |
|
Rz:11.634
Ra:0.879 Rsk:0.048 |
|
| I |
|
Rz:18.600
Ra:0.907 Rsk:−0.536 |
|
Rz:12.896
Ra:1.025 Rsk:−0.548 |
||
对于球墨铸铁,可以清晰地看出表面有着整齐的磨痕。在下试样中,未织构表面存在着较深的磨痕,是磨损产生的大颗粒磨屑继续刮伤表面导致的,间距梯度织构表面相比于未织构表面,磨痕变细变密集,其Rz、Ra、Rsk也均明显小于未织构表面,这是因为大颗粒磨屑被冲刷到了沟槽中,只剩下小颗粒磨屑,磨痕变细,从而磨损量也降低;在上试样上,Rz、Ra没有表现出明显的差异性,但未织构表面对副Rsk为正值,间距梯度沟槽织构对副Rsk为负值,说明磨屑大小对上试样的表面形貌有很大的影响,大颗粒磨屑会导致上试样表面峰谷增多,不利于磨损和储油。
对于灰铸铁,磨损表面除了磨痕,还出现了不少撕裂的块状痕迹。对比下试样,虽然Rz数值接近,但Ra、Rsk数值明显降低,间距梯度表面的撕裂痕迹相较于未织构表面有显著的减弱,撕裂面积大幅降低,磨损程度下降;下试样则与球墨铸铁表现出一致的特征,间距梯度沟槽织构对副的Rsk值小于0,表面抗磨损能力强于未织构表面对副。
从球墨铸铁与灰铸铁的表面形貌与粗糙度数据可知,由于球墨铸铁和灰铸铁的硬度、耐磨性要高于45钢,因此产生的磨屑大小影响45钢表面的Rsk值,间距梯度沟槽织构的存在使油膜形成稳定,减少了实际接触面积,同时储存了磨屑,使磨屑变少、变细,使对副Rsk为负值,峰谷减少,从而增强抗磨损能力,达到降低磨损的作用,与上文中磨损量所表征出的结果一致。
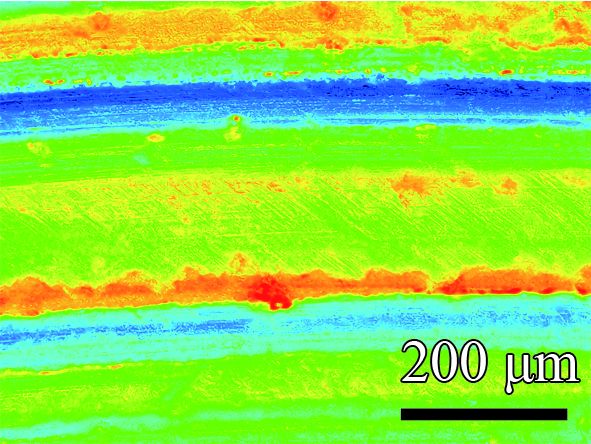
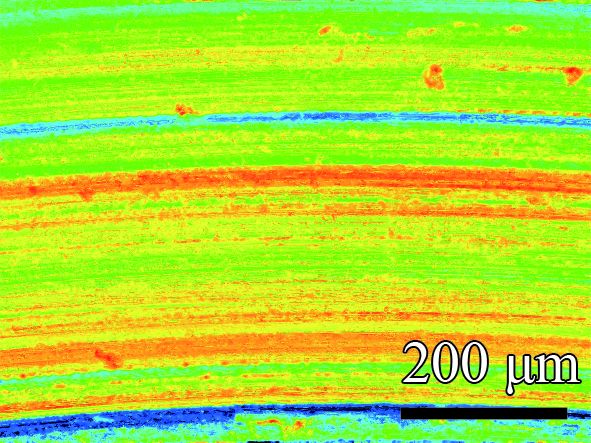
2.3 SEM形貌及元素分布图7、图8为间隔梯度沟槽织构的球墨铸铁的SEM与磨损前后Fe、C元素分布。从SEM可以发现摩擦表面的磨痕均匀随旋转方向整齐分布,高倍数SEM中可以清晰地看见由磨屑划伤导致的磨痕以及沟槽内的粒状磨屑,说明球墨铸铁与45钢之间的磨损形式主要为磨粒磨损。对比磨损前后的Fe、C元素分布,可以发现激光加工使沟槽内与接触面面的Fe、C分布形成差异,且随着摩擦行为的发生,磨损后的Fe、C元素分布更加密集,沟槽内含C量明显上升。

|
| 图 7 间隔梯度沟槽织构球墨铸铁的SEM与磨损前后Fe、C元素分布 Fig. 7 SEM and Fe and C distribution before and after wear of ductile cast iron with interval gradient groove textures |

|
| 图 8 间隔梯度沟槽织构灰铸铁的SEM与磨损前后Fe、C元素分布 Fig. 8 SEM and Fe and C distribution before and after wear of gray cast iron with interval gradient groove textures |
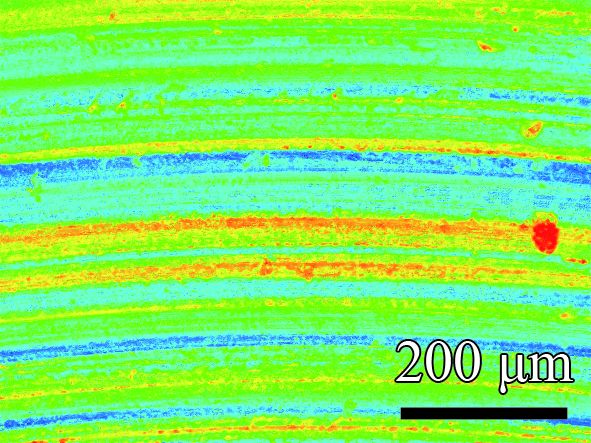
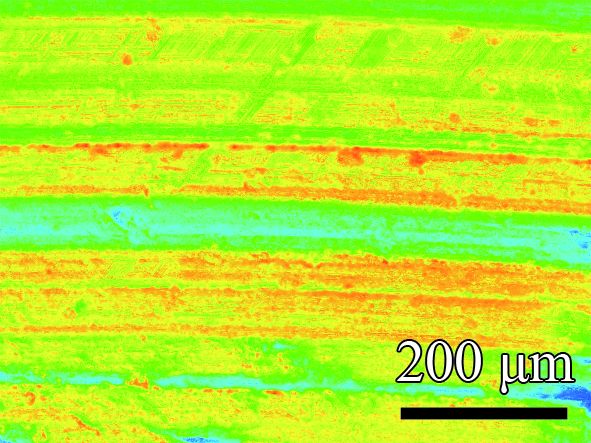
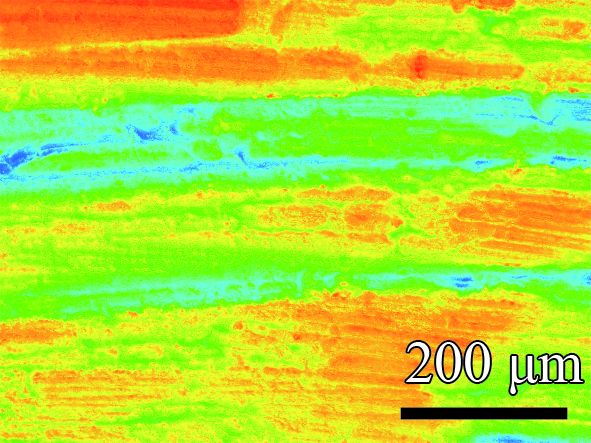
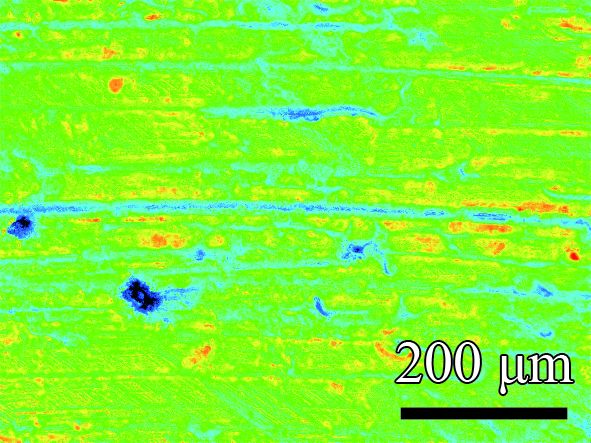
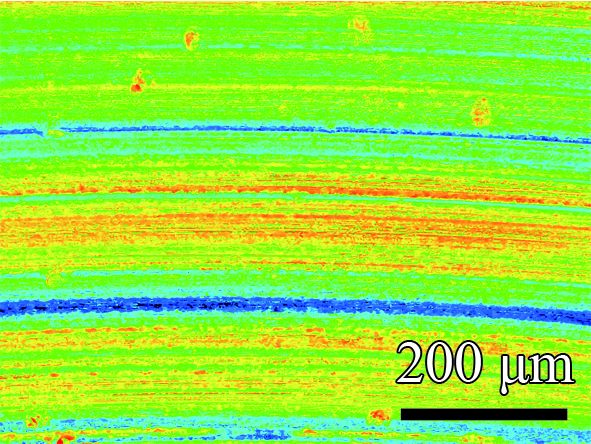
图9、图10为间隔梯度沟槽织构的灰铸铁的SEM与磨损前后Fe、C元素分布。从SEM形貌可以看出试样表面存在着不同程度的撕裂部分,且伴有少量旋转方向的磨痕,但未能形成整齐平整的磨痕,在沟槽内也发现块状磨屑,说明灰铸铁与45钢之间的磨损形式以粘着磨损为主,磨粒磨损为辅。Fe、C元素分布与球墨铸铁呈现出相似的结果,磨损后沟槽内Fe元素含量小于摩擦面,C元素含量大于摩擦面,但灰铸铁表面的元素分布差异性较球墨铸铁要小得多。

|
| 图 9 间隔梯度沟槽织构灰铸铁的SEM形貌 Fig. 9 SEM morphologies of gray cast iron with interval gradient groove textures |

|
| 图 10 间隔梯度沟槽织构灰铸铁的磨损前后Fe、C元素分布 Fig. 10 Fe and C distribution before and after wear of gray cast iron with interval gradient groove textures |
通过SEM对比可以得知球墨铸铁与灰铸铁的磨损形式差异,粘着磨损的表面随着时间的增加,表面撕裂面积越来越大且分布不均,不利于接触表面的润滑油膜的形成,导致灰铸铁摩擦因数随摩擦时间增加而增加;同时粘着磨损给摩擦表面带来的撕裂损伤相比于磨屑磨损更加严重,也解释了为何灰铸铁的磨损量普遍大于球墨铸铁;间隔梯度沟槽织构的球墨铸铁和灰铸铁的Fe、C元素分布则表现出了一致的趋势,随着摩擦行为的发生,接触面产生磨损生成磨屑,Fe、C元素不断析出,使表面元素分布更加密集;沟槽内C元素增加,沟槽中铸铁含C量较高,硬度较大,且在沟槽内发现了粒状与块状磨屑,验证了沟槽能容纳硬质磨屑的特点;球墨铸铁磨损形式为磨粒磨损,产生的磨屑以粒状为主,相比于灰铸铁粘着磨损的块状磨屑,更易被润滑油冲刷到沟槽之中,而灰铸铁发生粘着磨损时,磨屑依旧会受到摩擦副的吸附力,导致球墨铸铁相较于灰铸铁的Fe、C分布区域性更加明显,其沟槽内的C元素含量更加集中。
2.4 能量损耗图11为多尺度沟槽型织构的摩擦能量损耗柱状图,区分不同转速下的能量消耗量,叠加得整个试验循环内的能量损耗总量。

|
| 图 11 多尺度沟槽织构表面的能量损耗 Fig. 11 Energy loss of multi-scales groove textured surfaces |
从图11(a)中可以看出,对于球墨铸铁,虽然原始沟槽与深度梯度沟槽在50、100 r/min转速工况下相比于未织构表面能改善摩擦因数,降低摩擦损失,但在150、200 r/min转速下的摩擦因数增加,摩擦损失也随之增加,从整个试验循环上看,能量损耗依旧大于未织构表面;在多尺度沟槽中,只有间距梯度织构的能量损耗少于未织构表面,约减少了35%,此类型的多尺度沟槽织构能有效提升机械效率,而其它类型的多尺度沟槽均提高了能量损耗,降低了机械效率。
图11(b)为灰铸铁的摩擦能量损失,与球墨铸铁不同的是,灰铸铁的未织构表面拥有最高的摩擦损失,而各类型多尺度沟槽均能降低摩擦损失,DWI沟槽降低幅度最小,为13%,间距梯度沟槽降低幅度最大,为88%。
图11所示的能量损耗与上文所表征的表面磨损性能相符,在一个试验循环中,无论是球墨铸铁还是灰铸铁,间距梯度沟槽织构都能够有效地降低能量损耗,提高机械效率;当织构类型为间隔梯度沟槽时,普遍能量损耗大于球墨铸铁的灰铸铁却表现出了更低的能量损耗,说明在织构结构参数最优化的情况下,表面织构所造成的摩擦性能改善甚至会超过材料间差异所导致的摩擦性能差距,同时也佐证了间隔梯度沟槽织构的可行性。
3 结 论(1)球墨铸铁和灰铸铁与45钢的磨损形式差异,使仿生多尺度沟槽织构作用在两者表面时,对表面摩擦性能产生不同的影响,因此在设计摩擦副织构结构参数时,材料应作为需要考虑的重要因素之一。
(2)沟槽储存润滑油,形成动压润滑,降低摩擦副的实际接触面积,沟槽储存磨屑容量,油膜冲刷磨屑等均影响沟槽织构的减磨能力,而这些能力又与沟槽织构的结构参数息息相关,不同尺度的沟槽织构作用在球墨铸铁与灰铸铁表面时,磨损量随着尺度变化呈现出相同的趋势,沟槽织构的结构参数是沟槽织构化表面的抗磨损能力的主要影响因素之一。
(3)仿生蚯蚓头部的多尺度沟槽织构中,间距梯度沟槽织构表面由于良好的润滑油压、磨屑储存量与磨屑冲刷能力,拥有最佳的表面摩擦性能,能够有效地降低摩擦因数、减少磨损、提高机械效率,为沟槽织构的优化设计提供参考。
| [1] | DOWSON D, NEVILLE A. Bio-tribology and bio-mimetics in the operating environment[J]. Proceedings of the Institution of Mechanical Engineers Part J-Journal of Engineering Tribology, 2006, 220(J3): 109-123. |
| 点击浏览原文 | |
| [2] |
马付良, 曾志翔, 高义民, 等. 仿生表面减阻的研究现状与进展[J]. 中国表面工程, 2016, 29(1): 7-15.
MA F L, ZENG Z X, GAO Y M, et al. Research status and progress of bionic surface drag reduction[J]. China Surface Engineering, 2016, 29(1): 7-15 (in Chinese). |
| 点击浏览原文 | |
| [3] | XU Q, WAN Y, HU T S, et al. Robust self-cleaning and micromanipulation capabilities of gecko spatulate and their bio-mimics[J]. Nature Communication, 2015(6): 8949. |
| [4] |
杨宗榕, 郭智威, 袁成清. 仿生微胶囊复合水润滑轴承材料的摩擦性能研究[J]. 摩擦学学报, 2018, 38(1): 28-36.
YANG Z R, GUO Z W, YUAN C Q. Tribological properties of water-lubricated stern bearing composites modified with biomimetic microcapsules[J]. Tribology, 2018, 38(1): 28-36 (in Chinese). |
| 点击浏览原文 | |
| [5] | LIU C, ZHU L, BU W, et al. Superhydrophobic surfaces: From nature to biomimetic through VOF simulation[J]. Micron, 2018, 107: 94-100. |
| 点击浏览原文 | |
| [6] | GUO Z W, YUAN C Q, LIU A X, et al. Study on tribological properties of novel biomimetic material for water-lubricated stern tube bearing[J]. Wear, 2017, 376-377: 911-919. |
| 点击浏览原文 | |
| [7] |
汪久根, 陈仕洪, 王庆九. 仿生菱形表面织构对高速列车摩擦噪声的影响[J]. 交通运输工程学报, 2014(1): 43-48.
WANG J G, CHEN S H, WANG Q J. Effect of bionic rhombic surface texture on frictional noise of high-speed train[J]. Journal of Traffic & Transportation Engineering, 2014(1): 43-48 (in Chinese). |
| 点击浏览原文 | |
| [8] |
谭娜, 邢志国, 王海斗, 等. 基于仿生原理的几何构型及其功能性的研究进展[J]. 材料工程, 2018, 46(1): 133-140.
TAN N, XING Z G, WANG H D, et al. Research progress on geometric texturing and function based on bionic theory[J]. Journal of Materials Engineering, 2018, 46(1): 133-140 (in Chinese). |
| 点击浏览原文 | |
| [9] |
孙艺文, 汝绍锋, 丛茜. 仿生凹坑形钻井泥浆活塞磨损寿命试验[J]. 石油学报, 2017, 38(2): 234-240.
SUN Y W, RU S F, CONG Q. Wear-life experiment of drilling mud pump piston with dimple-shaped bionic surface[J]. Acta Petrolei Sinica, 2017, 38(2): 234-240 (in Chinese). |
| 点击浏览原文 | |
| [10] | YU H Y, ZHANG H C, GUO Y C, et al. Thermodynamic analysis of shark skin texture surfaces for microchannel flow[J]. Continuum Mechanics and Thermodynamics, 2016(28): 1361-1371. |
| 点击浏览原文 | |
| [11] | ZHENG L, WU J J, ZHANG S, et al. Bionic coupling of hardness gradient to surface texture for improved anti-wear properties[J]. Journal of Bionic Engineering, 2016, 13(3): 406-415. |
| 点击浏览原文 | |
| [12] |
李俊玲, 陈平, 邵天敏, 等. 葫芦形微凹坑对不锈钢表面摩擦性能的影响[J]. 摩擦学学报, 2016, 36(2): 207-214.
LI J L, CHEN P, SHAO T M, et al. The effect of gourd-shaped surface texture on tribological performance of stainless steel[J]. Tribology, 2016, 36(2): 207-214 (in Chinese). |
| 点击浏览原文 | |
| [13] | HUA X J, SUN J G, ZHANG P Y, et al. Research on discriminating partition laser surface micro-texturing technology of engine cylinder[J]. Tribology International, 2016, 98: 190-196. |
| 点击浏览原文 | |
| [14] | CHENG X J, RU S F, SUN Y W, et al. Wear performance of bionic strip-shaped mud pump pistons[J]. Proceedings of The Institution of Mechanical Engineers Part C-Journal of Mechanical Engineering Science, 2017, 231(21): 4076-4084. |
| 点击浏览原文 | |
| [15] | AHMED A, MASJUKI H H, VARMAN M A, et al. An overview of geometrical parameters of surface texturing for piston/cylinder assembly and mechanical seals[J]. Meccanica, 2016, 51(1): 9-23. |
| 点击浏览原文 | |
| [16] |
刘国敏. 蚯蚓体表减粘降阻功能耦合仿生研究[D]. 吉林: 吉林大学, 2009.
LIU G M. Coupling bionic research on the adhesion and resistance reduction of the earthworm surface[D]. Jilin: Jilin University, 2009 (in Chinese). |
| [17] |
武伟, 陈桂民, 赵娜, 等. 激光在高速钢表面加工沟槽表面织构的实验研究[J]. 红外与激光工程, 2016, 45(2): 146-153.
WU W, CHEN G M, ZHAO N, et al. Experimental study on the groove surface texture processed by laser on the surface of high-speed steel[J]. Infrared and Laser Engineering, 2016, 45(2): 146-153 (in Chinese). |
| 点击浏览原文 | |
| [18] |
卢男. 铸造表面粗糙度三维评价体系建立及检测方法研究[D]. 哈尔滨: 哈尔滨理工大学, 2014.
LU N. The three-dimension evaluation system establishment and detection method research of casting surface roughness[D]. Harbin: Harbin University of Science and Technology, 2014 (in Chinese). |
| [19] | WU W, CHEN G M, Fan B X, et al. Effect of groove surface texture on tribological characteristics and energy consumption under high temperature friction[J]. Plos One, 2016, 11(4): e0152100. |
| 点击浏览原文 |