

JIANG X Y, SONG B X, LI L, et al. Customer Oriented Planning Method of Remanufacturing Design for Used Machine Tools[J]. China Surface Engineering, 2017, 30(4): 150-159.


目前,我国已经成为世界上废旧机床保有量最大的国家,其中役龄10年以上的传统旧机床超过220万台,80%正超期服役[1]。因此,大力发展我国的废旧机床再制造产业已经成为我国机床行业的重中之重。国内对废旧机床再制造的研究与实践已经取得了一定成果[2-4],而且再制造机床已经达到新机床的性能要求、有些甚至是超过新机床,但顾客满意度并不高、市场竞争力不强,仍未达到预期的市场前景。固然受到再制造技术与传统观念的限制,但如何提高再制造机床的顾客满意度、市场竞争力已成为大力发展再制造机床产业亟需解决的问题。
目前关于废旧机床再制造设计方面的研究主要以将新产品的设计方法应用到再制造设计中为主,例如基于公理化的再制造设计方法[5]与基于知识的再制造设计方法[6-7]等。然而与新产品设计不同的是,再制造设计还需考虑废旧零部件的使用寿命,原废旧机床的结构功能限制以及再制造成本等方面。基于寿命的再制造设计方法包括基于冗余强度的结构优化方法[8]和基于寿命匹配的再制造设计方法[9]等;解决结构功能限制的方法包括基于TRIZ的再制造设计[10]与转换桥[11]等;而再制造成本方面包括多种与经济性相关的可再制造性评价方法[12]等。
此外,Soh[13]等从面向再制造的角度分析了废旧零部件的拆解过程以及对后续再制造质量的影响;Wenjun Gu[14]等通过定义环境影响变量,对产品是否具有再制造可行性进行最优化评估,从而使企业效益最大化;Yang[15]等应用模糊TOPSIS对再制造的材料选择,结构方设计方案等进行决策,以找出最优再制造策略。
综上,当前大部分的再制造设计方法能够有效恢复甚至提高再制造机床的性能,却鲜有从顾客满意度的角度研究废旧机床再制造设计方法。虽然现有再制造设计方法可以使再制造机床达到新机床的性能,但却忽略了顾客需求,使其偏离了顾客期望,从而导致顾客满意度不高,难以达到市场的预期。因此,文中提出了面向顾客满意度的再制造设计参数(Remanufacturing design parameters, RDP)规划方法,从顾客需求的角度出发,以顾客需求为再制造设计导向对再制造设计参数进行规划,从而有效提高再制造机床的顾客满意度。
1 废旧机床再制造设计过程分析废旧机床进行再制造设计时,首先应确定再制造设计参数,而顾客需求是有效确定再制造设计参数的决策依据,是实现再制造机床顾客满意度最大化的关键。根据市场反馈与市场调研表明,顾客需求与再制造机床的性能需求直接相关,而再制造机床的性能需求往往集中于顾客满意度较低的方面。经过市场调研与反馈可知,再制造机床的性能需求主要集中在加工效率,加工精度、再制造成本以及绿色性等方面,因此再制造设计参数应与上述方面密切相关。此外,顾客对于再制造机床的需求描述,往往是模糊的、不确定的,无法直接确定相关的再制造设计参数,从而使再制造设计参数决策过程带有强烈的模糊性及主观性。基于此,提出基于模糊非线性回归和质量屋的再制造设计参数决策框架,如图1所示。

|
| 图 1 再制造设计参数决策框架 Figure 1 Decision frame of remanufacturing design parameters |
图1中,首先根据顾客反馈信息,将顾客满意度较差的顾客反馈作为再制造机床性能需求,并基于此选取相应的再制造设计参数。由基于再制造设计质量屋的模糊回归法得到顾客需求与再制造设计参数之间的相关关系以及再制造设计参数特征之间的自相关关系。其次建立再制造设计规划方程并将上述模糊关系输入到规划方程中,得到使顾客满意的再制造设计参数,并与现有的再制造设计知识库进行匹配,最终确定再制造设计方案。按照该方案进行再制造,并获取相应的顾客满意度反馈,根据反馈情况对再制造过程进行修正。
2 顾客需求与再制造设计参数关系分析 2.1 模糊非线性回归方程由于顾客需求带有不确定性,为保证从顾客需求到再制造设计参数的转化过程的准确性,在建立质量屋时要将顾客需求转化为决策目标。根据顾客需求,加工效率(CRE)转化为m1项决策目标(OE),加工精度(CRP)转化为m2项决策目标(OP),再制造成本(CRC)转化为m3项决策目标(OC),绿色性(CRS)转化为m4项决策目标(OS),共有m项决策目标,每项决策目标对应的权重为ωi,且
对于多目标的决策问题,顾客需求的模糊性导致顾客需求与再制造设计参数之间的相关关系以及不同再制造设计参数之间的自相关关系存在诸多不确定性,而模糊非线性回归法是模糊关系定量化处理及分析的有效工具,能够有效解决相关关系中的不确定性带来的影响。因此提出采用模糊非线性回归法[16-19]对顾客需求与再制造设计参数之间的相关关系以及不同再制造设计参数之间的自相关关系进行分析。根据模糊关系方程,设顾客需求与再制造设计参数之间的相关关系如式(2)所示:
式中,
梯形模糊数相较于三角模糊数而言,在模糊语言的转化与精确度方面更接近于实际值,但其需要确定的未知量过多,计算效率低下;而三角模糊数虽然在语义转化的精确度方面不如梯形模糊数,但其所需的未知量更少,计算效率更高,非常适用于对模糊关系要求不是非常高的情况。此外,对称三角模糊数与非对称三角模糊数相比,只需要确定两个模糊量,非对称三角模糊数还需确定左右展值系数,而展值系数通常很难精确定义,因此,为简化计算,文中采用对称三角模糊数
式中,
其中,
其隶属度函数为:
基于非线性模糊回归的顾客需求与再制造设计参数关系分析问题的为使所有模糊关系的模糊度输出为最小,表示为式(6):
式中,h∈(0, 1)为拟合度,根据实际情况由决策人员主观确定,与样本数量相关。一般样本数量越多,其值越低,反之亦然。将其转化成非线性目标决策[20],并将式(5)代入式(6),可得:
其中,ξ为一很小的正数。通过式(7),可得第i项顾客满意度yi与再制造设计参数xij之间的模糊关系
式中,xuv为在第u组自相关关系下,与xuw具有相关关系的再制造设计参数,共有l组自相关关系。
2.2 改进的再制造设计参数规划方程得到不同再制造参数与顾客需求之间的模糊关系之后,可通过再制造产品规划方程得到不同约束条件下的再制造设计参数值:
式中,
为了充分考虑模糊关系中模糊度带来的影响,将模糊度置于原有规划方程的约束中,如式(10)所示:
较于式(9)而言,约束(10)考虑了模糊度带来的影响,更能够真实地描述顾客需求与再制造设计参数之间的关系,因此可得改进的规划方程如式(11)所示:
式(11)中,前两项为再制造设计参数xij与第i项顾客需求满意度评价yi之间的相关关系约束,k表示与yi具有相关关系的再制造设计参数个数;后两项为再制造设计参数xuv与xuw之间的自相关关系约束。上述改进充分利用了模糊关系中的模糊度,使再制造设计规划方程具备处理模糊关系的能力,从而有效解决顾客需求中包含的模糊关系,使规划出的再制造设计参数具备更高的实际意义。
此外,为了有效控制再制造成本,并使得到的再制造设计参数值具有实际意义,在约束关系中需要加入针对每个参数值的约束关系。
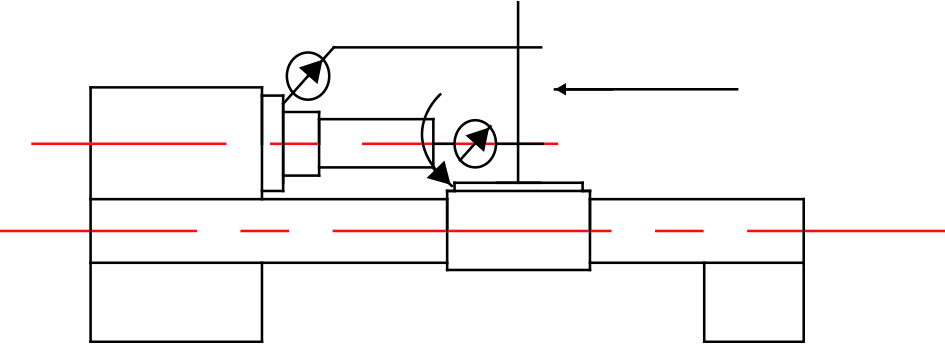
3 实例分析以某机床制造企业的废旧CAK6136再制造过程为例,对其进行再制造设计参数规划。CAK6136主要用于轴类,盘类零件的精加工与半精加工,在机械制造领域应用广泛。通过市场对当前销售的再制造CAK6136的反馈情况来看,顾客不仅希望再制造机床仅达到性能的恢复,更希望达到性能的提升,然而当前该厂的再制造机床往往无法达到期望的市场竞争力,因此需要对现有再制造方案进行改进。结合市场调研结果,顾客对再制造机床精车外圆与端面的能力以及具备加工较长工件的能力的满意度较低,因此再制造机床的再制造设计参数应基于以上顾客满意度较低的方面进行制定。通过企业技术部门的分析以及当前该厂的再制造机床出厂标准,确定其相关的再制造设计参数由表1所示。
| No. | Sketch | Test item | Error excepted / mm |
| 1 |
|
Runout in spindle nosea. Axial movementb. Shafts shoulder runout (Including axial movement) | a. 0.01b. 0.02 |
| 2 |
|
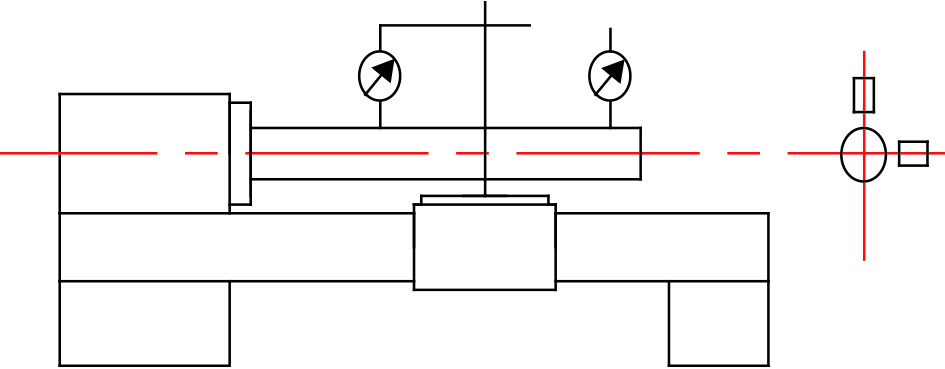
Parallelism from spindle axis to slide a. Vertialb. Horizontal | a. 0.02 in 300b. 0.015 in 300 |
| 3 |
|
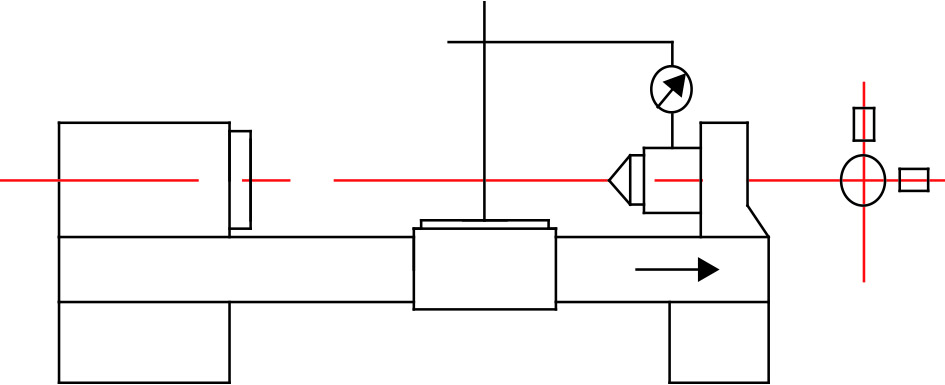
Parallelism from tailstock sleeve axis to slidea. Vertialb. Horizontal | a. 0.02 in 100b. 0.015 in 100 |
| 4 |
|
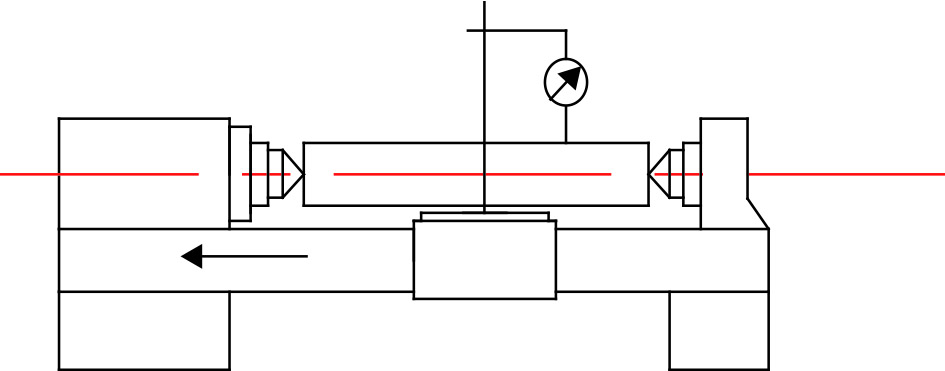
a. Equal altitudes between headstock and tailstock | a. 0.04 and less than tailstock height |
| 5 |
|
Ex-circle finish turning precisiona. Roundnessb. Diameter consistency in vertical and horizontal plane | a. 0.02 in 100b. 0.03 in 300 |
由表1可知,项目1,项目2,项目3及项目5均由两项参数组成,而项目4包括一项参数。为了满足顾客需求需要对表1中涉及的再制造设计参数进行规划,同时还需要保证再制造成本不会出现大幅提高。现以变量x1表示项目1中的a参数,以x2表示项目1中的b参数,以此类推,至x9表示项目5的b参数。从该厂已经售出的6台再制造机床的反馈情况可以掌握这6台机床的不同参数与顾客满意度之间的关系。已售出的这6台再制造机床相应于表1的再制造设计参数及其相应的顾客满意度由可通过质量屋的形式[15-16]表示为图2。图2中,质量屋右侧表示顾客满意度,由顾客对该台再制造机床在主轴端部几何精度、溜板箱平移精度、床头床尾等高度以及外圆加工精度4个方面进行打分评估获得,打分以1-10为基准,取每台再制造机床关于每一项顾客需求满意度的多个顾客打分平均值,分值越高表示满意度越高。质量屋地板表示每台再制造机床的当前性能参数,以出厂检测中的实测值为准。

|
| 图 2 再制造设计质量屋 Figure 2 Quality house of remanufacturing design |
将质量屋中的数据代入式(7)中可以得到顾客需求与再制造设计参数之间的相关关系,如主轴端部的几何精度与主轴轴向窜动与主轴轴肩支撑面跳动之间的模糊非线性回归方程为(h=0.5):
解以上方程可得:a0=1.047,a1=148.8,a2=58.103,c0=8.373 6,c0=−15.006,c2=−7.394 4。
因此,主轴端部的几何精度与主轴轴向窜动与主轴轴肩支撑面跳动之间的模糊非线性关系可由式(3)表示:
同理可得到其他顾客需求与不同再制造设计参数之间的模糊关系及由式由式(8)得到的x3与x5、x4与x6之间的自相关关系,由表2所示。
| Intercept | x1 | x2 | x3 | x4 | x5 | x6 | x7 | x8 | x9 | |
| CR1 | (8.371, 05) | (−15, 0.148.8) | (−7.39, 58.1) | |||||||
| CR2 | (11.54, 0.32) | (−1.67, 20.5) | (−5.26, 29.9) | (−3.68, 20.3) | (−329, 23.4) | |||||
| CR3 | (9.55, 0.97) | (−27.6, 31.6) | ||||||||
| CR4 | (9.07, 0.86) | (−6.06, 54.9) | (−33.9, 43.3) | |||||||
| x3 | (0.016, 0.002) | (0.007, 0.06) | ||||||||
| x4 | (0.011, 0.003) | (0.005, 0.097) | ||||||||
| x5 | (0.016, 0.002) | (0.004, 0.08) | ||||||||
| x6 | (0.011, 0.002) | (0.008, 0.072) |
在所有顾客需求与不同再制造设计参数之间的模糊关系以及不同再制造参数之间的自相关关系都已获得后,若要得到改进后的再制造设计参数值,需要将上述模糊关系代入产品规划方程(11)中。在此之前,还需对目标函数进行定义。一般而言产品规划方程的目标函数均为使顾客满意度最大化,因此,可构建再制造机床的综合满意度与面向不同顾客需求的顾客满意度评价之间的函数关系。若规定当顾客满意度评价值为10时,综合满意度为1;而顾客满意度评价值为1时,综合满意度为0,则二者之间的函数关系可归纳为如下线性关系:
式(14)中,V为综合满意度,y为顾客满意度评价。若存在n个顾客需求,需要有n个顾客满意度评价与之相对应。在此例中存在4个顾客需求,若将这4个顾客需求按照权重进行分配,可得:
式(15)即可作为产品规划方程的目标函数,将图1中每一台再制造机床针对每一项顾客需求的顾客满意度评价值代入式(15)可得这6台再制造机床的综合满意度,如表3所示。
| No. | Overal satisfaction, V |
| 1 | 0.803 |
| 2 | 0.718 |
| 3 | 0.792 |
| 4 | 0.735 |
| 5 | 0.932 |
| 6 | 0.785 |
根据式(11)可得到约束关系如式(16)所示:
以上约束包括了顾客需求与顾客满意度评价之间的模糊关系约束,也包括了再制造设计参数x3与x5、x4与x6之间的自相关关系约束。此外,由于再制造综合性能提升并不意味着性能的无限提升,其中还要考虑再制造性能提升的同时带来的再制造成本及方案可行性等因素的影响。因此,除了上述约束以外,针对每一个再制造设计参数还应限定一个性能提升的最大限度值,一般由企业内部根据企业实际情况,综合再制造成本进行制定,如表4所示。
| RDFs | Limits / mm |
| x1 | 0.005 |
| x2 | 0.010 |
| x3 | 0.015 |
| x4 | 0.008 |
| x5 | 0.016 |
| x6 | 0.010 |
| x7 | 0.025 |
| x8 | 0.015 |
| x9 | 0.020 |
在对废旧机床进行再制造性能提升时,针对每一项再制造设计参数的性能提升都不应超过表4中的给定值,否则会使再制造成本与可行性超过所能接受的范围。因此,式(15)、由式(11)得到的所有约束与表4中的约束值共同组成了产品规划方程。解此规划方程可得出所有的再制造设计参数值为:x1=0.01 mm,x2=0.02 mm,x3=0.019 mm,x4=0.014 mm,x5=0.019 mm,x6=0.01 mm,x7=0.04 mm,x8=0.02 mm,x9=0.02 mm,此时目标函数V=0.98。和原再制造机床的出厂检测标准进行对比可以发现,主轴轴线对溜板移动的平行度在垂直面内的标准值由原来的0.02 mm提升为0.019 mm;在水平面内的标准值由原来的0.015 mm提升为0.014 mm。尾座套筒轴线对溜板移动的平行度在垂直面内的标准值由原来的0.02 mm提升为0.019 mm;在水平面内的标准值由原来的0.015 mm提升为0.01 mm。精车外圆时在纵横面内直径的一致性标准值由原来的0.03 mm提升为0.02 mm。此外,经过改进后的综合满意度为0.98,均高于表3所示的现有的6台再制造机床。
此外,在建立再制造设计规划方程时,若按照传统的建立方法,即只考虑模糊关系中值的影响,根据式(9)可得如下约束:
同样以式(15)为目标函数,以表4中再制造设计参数为提高上限,以相同的方法可得出再制造设计参数为:x1=0.005 mm,x2=0.01 mm,x3=0.016 mm,x4=0.011 mm,x5=0.016 mm,x6=0.011 mm,x7=0.025 mm,x8=0.015 mm,x9=0.02 mm,V=0.81。将通过改进的规划方程得出的结果与通过传统规划方程得出的结果与表4中的提升极限的差值汇总于表5进行对比。
| RDFs | Limits / mm | Improved / mm | Original / mm |
| x1 | 0.005 | 0.005 | 0 |
| x2 | 0.01 | 0.01 | 0 |
| x3 | 0.015 | 0.004 | 0.001 |
| x4 | 0.008 | 0.006 | 0.003 |
| x5 | 0.016 | 0.003 | 0 |
| x6 | 0.01 | 0 | 0.001 |
| x7 | 0.025 | 0.001 5 | 0 |
| x8 | 0.015 | 0.005 | 0 |
| x9 | 0.02 | 0 | 0 |
从对比结果来看,x1,x2,x5,x7,x8,x9的值与表4中的性能提升极限值相等,而x3与x6均与极限值相差很小。尽管由传统规划方程得出的再制造设计参数在性能提升方面要比由改进规划方程得出的再制造设计参数高,然而其最终满意度仅为0.81,明显低于文中构建的规划方程得出的顾客满意度(0.98)。此外,基于经济学成本原理[21],根据企业内部对再制造相关资源、设备等的评估,确定其再制造成本函数曲线如式(18)所示。
式中,Ci为第i项再制造设计参数成本评估值,该评估值是企业内部制定的一种成本度量值,并非实际成本;Qi为第i项产出值,在此例中表示参数提高值;3000表示再制造固定成本评估值,则总成本为:
根据改进的再制造设计参数规划方程与传统规划方程的结果,结合图2中再制造设计参数检测标准值,分别代入式(18)与式(19),可得规划成比例
根据文中对再制造设计参数的规划,对废旧CAK6163进行再制造,前后对比如图3所示。

|
| 图 3 废旧机床再制造前后对比 Figure 3 Comparison of wasted machine tools before and after remanufacturing |
根据应用文中方法进行再制造设计的再制造机床的初期销售反馈情况,得益于再制造成本的降低,该厂的半年再制造机床销售利润较前一年同期大约增长了20%。此外,综合半年已售出的再制造机床的顾客反馈表中的性能评价表,图2中质量屋所包含的顾客需求评价值分别为:9.6、9.4、9.5和9.3,由式(15)可得综合满意为0.94,与本模型得到的顾客满意度较为接近,表明规划出的再制造设计参数符合顾客需求,基本实现了以较低的再制造成本生产出性能相对优异的再制造机床的目标,体现出文中提出的方法的有效性与可行性。
4 结 论(1) 针对现有再制造设计方法没有考虑顾客满意度的情况,分析了废旧机床再制造设计过程,构建了废旧机床的再制造设计参数决策框架,并提出了面向顾客满意度的废旧机床再制造设计参数决策方法。该方法首先通过模糊非线性回归方程分析了顾客需求与再制造设计参数之间的相关关系,以及不同再制造设计参数之间的自相关关系;进而由改进的再制造设计参数规划方程得到使顾客满意度最大化的再制造设计参数,最终提高再制造机床的顾客满意度。
(2) 以某在售的再制造CAK6163机床的再制造设计过程为例,对废旧CAK6163的再制造设计参数进行了规划。实践结果表明,采用提出的考虑顾客需求的再制造设计参数规划方法,对传统规划方程的改进能够显著提高顾客满意度(由0.81提升至0.98),证明了所提出方法之有效性及可行性。
| [1] |
徐滨士, 梁秀兵, 史佩京, 等. 我国再制造工程及其产业发展[J]. 表面工程与再制造, 2015, 15(2): 6-10.
XU B S, LIANG X B, SHI P J, et al. The remanufacturing engineering and development[J]. Surface Engineering & Remanufacturing, 2015, 15(2): 6-10 (in Chinese). |
| 点击浏览原文 | |
| [2] | KURILOVA-PALISAITIENE J, SUNDIN E. Challenges and opportunities of lean remanufacturing[J]. International Journal of Automation Technology, 2014, 8(5): 644-652. |
| 点击浏览原文 | |
| [3] |
刘明周, 刘从虎, 邢玲玲, 等. 面向质量目标的再制造复杂机械产品装配分组优化配置方法[J]. 机械工程学报, 2014, 50(8): 150-155.
LIU M Z, LIU Z H, XING L L, et al. Quality oriented assembly grouping optimal allocation method for remanufactured complex mechanical products[J]. Journal of Mechenical Engineering, 2014, 50(8): 150-155 (in Chinese). |
| 点击浏览原文 | |
| [4] |
张旭刚, 张华, 江志刚. 基于剩余使用寿命评估的再制造方案决策模型及应用[J]. 机械工程学报, 2013, 49(7): 51-57.
ZHANG X G, ZHANG H, JIANG Z G. Remanufacturing scheme decision model and application based on remaining useful life estimation[J]. Journal of Mechanical Engineering, 2013, 49(7): 51-57 (in Chinese). |
| 点击浏览原文 | |
| [5] |
杜彦斌. 退役机床再制造评价与再制造设计方法研究[D]. 重庆: 重庆大学, 2012.
DU Y B. Study on evaluation and design methods of machine tool remanufacturing[D]. Chongqing: Chongqing University, 2012 (in Chinese). |
| [6] |
熊建强. 知识基的再制造设计系统[D]. 南昌: 南昌大学, 2007.
XIONG J Q. Knowledge-based remanufacturing design system[D]. Nanchang: Nanchang University, 2007 (in Chinese). |
| [7] |
周帆, 江志刚, 张华, 等. 基于知识的废旧机床再制造设计方法研究[J]. 制造技术与机床, 2014(12): 49-54.
ZHOU F, JIANG Z G, ZHANG H, et al. remanufacturing design method for used machine tools based on knowledge[J]. Manufacturing Technology & Machine Tool, 2014(12): 49-54 (in Chinese). |
| 点击浏览原文 | |
| [8] |
宋守许, 刘明, 柯庆镝, 等. 基于强度冗余的零部件再制造优化设计方法[J]. 机械工程学报, 2013, 49(9): 121-127.
SONG S X, LIU M, KE Q N, et al. Components optimization design for remanufacturing based on residual strength[J]. Journal of Mechanical Engineering, 2013, 49(9): 121-127 (in Chinese). |
| 点击浏览原文 | |
| [9] |
冯艳. 基于寿命匹配的主动再制造优化设计方法[D]. 合肥: 合肥工业大学, 2015.
FENG Y. Proactive remanufacturing optimization design based on time matching[D]. Hefei: Hefei University of Technology, 2015 (in Chinese). |
| [10] |
鲍宏, 刘志峰, 胡迪, 等. 应用TRIZ 的主动再制造绿色创新设计研究[J]. 机械工程学报, 2016, 52(5): 33-39.
BAO H, LIU Z F, HU D, et al. Research on green innovation design method of active manufacturing using TRIZ[J]. Journal of Mechanical Engineering, 2016, 52(5): 33-39 (in Chinese). |
| 点击浏览原文 | |
| [11] |
陈建, 赵燕伟, 李方义, 等. 基于转换桥方法的绿色产品设计冲突消解[J]. 机械工程学报, 2010, 46(9): 132-142.
CHEN J, ZHAO Y W, LI F Y, et al. Transforming bridge-based conflict resolution for product green design[J]. Journal of Mechanical Engineering, 2010, 46(9): 132-142 (in Chinese). |
| 点击浏览原文 | |
| [12] |
杜彦斌, 曹华军, 刘飞, 等. 基于熵权与层次分析法的机床再制造方案综合评价[J]. 计算机集成制造系统, 2011, 17(1): 84-88.
DU Y B, CAO H J, LIU F, et al. Evaluation of machine tool remanufacturing scheme based on entropy weight and AHP[J]. Computer Integrated Manufacturing Systems, 2011, 17(1): 84-88 (in Chinese). |
| 点击浏览原文 | |
| [13] | SOH S L, ONG S K, NEE A Y C. Application of design for disassembly from remanufacturing perspective[C]. Proceedings of 12th Global Conference on Sustainable Manufacturing-Emerging Potentials, 2015, 26: 577-582. |
| [14] | GU W J, CHHAJED D, PETRUZZI N C, et al. Quality design and environmental implications of green consumerism in remanufacturing[J]. International Journal of Production Economics, 2015, 162: 55-69. |
| 点击浏览原文 | |
| [15] | YANG S S, ONG S K, NEE A Y C. A decision support tool for product design for remanufacturing[C]. Proceedings of 13th Global Conference on Sustainable Manufacturing- Decoupling Growth from Resource Use, 2016, 40: 144-149. |
| [16] | ASAI H. Linear regression analysis with fuzzy model[J]. IEEE Transactions on Systems, Man, and Cybernetics, 1982, 12: 903-907. |
| 点击浏览原文 | |
| [17] | ZADEH L A. The concept of a linguistic variable and its application to approximate reasoning-I[J]. Information sciences, 1975, 8(3): 199-249. |
| 点击浏览原文 | |
| [18] | KIM K J, MOSKOWITZ H, DHINGRA A, et al. Fuzzy multicriteria models for quality function deployment[J]. European Journal of Operational Research, 2000, 121(3): 504-518. |
| 点击浏览原文 | |
| [19] | FUNG R Y K, CHEN Y Z, TANG J F. Estimating the functional relationships for quality function deployment under uncertainties[J]. Fuzzy Sets and Systems, 2006, 157(1): 98-120. |
| 点击浏览原文 | |
| [20] | CHEN Y Z, CHEN L. A non-linear possibilistic regression approach to model functional relationships in product planning[J]. The International Journal of Advanced Manufacturing Technology, 2006, 28(11/12): 1175-1181. |
| [21] |
高鸿业. 西方经济学[M]. 北京: 中国人民大学出版社, 2005: 121-149.
GAO H Y. Economics[M]. Beijing: China Renmin University Press, 2005: 121-149 (in Chinese). |